

Lucrările de ștanțare a metalelor de înaltă precizie includ ștanțare, perforare și ambutisare profundă


Ștanțarea metalelor este un proces care utilizează mașini de ștanțat și scule pentru producția de masă. Este mai precis, mai rapid, mai stabil și are un preț unitar mai mic decât tăierea cu laser și îndoirea cu mașini de îndoit. Desigur, trebuie să luați în considerare mai întâi costul sculelor.
Conform subdiviziunii, ștanțarea metalelor este împărțită în obișnuităȘtanțare,Ambutisare profundăşiLovituri NCT.

Imaginea 1: Un colț al atelierului de ștanțare HY Metals
Ștanțarea metalelor are caracteristici de viteză mare și precizie. Toleranța de tăiere la ștanțare poate ajunge la ±0,05 mm sau mai mult, iar toleranța de îndoire la ștanțare poate fi de ±0,1 mm sau mai mult.
Proiectarea sculelor de ștanțare
Veți avea nevoie de scule de ștanțare pentru a realiza piesele atunci când lotul depășește 5000 de bucăți sau când este scump, fabricat cu mașină de tăiere și îndoire cu laser.
Echipa de ingineri HY Metals va analiza piesa dumneavoastră metalică și va proiecta cele mai bune scule de ștanțare în funcție de desenele produsului și de bugetul dumneavoastră de costuri.

Imaginea 2: Avem un suport ingineresc puternic pentru proiectarea matrițelor
Poate fi o matriță progresivă sau o serie de matrițe cu un singur perforator, în funcție de structură, cantitate, timpul de execuție și prețul dorit.
Matrița progresivă este o matriță de ștanțare continuă care poate finaliza toate sau mai multe procese în același timp. Este posibil să aveți nevoie doar de un set de matrițe progresive pentru a obține o piesă finită.
Imaginea 3: Acesta este un exemplu de matriță progresivă simplă, tăiere și îndoire o singură dată.
Matrița cu un singur perforator este un proces de ștanțare pas cu pas. Poate conține scule de tăiere pentru ștanțare și mai multe scule de îndoire pentru ștanțare.
Sculele cu un singur poanson sunt mai ușor de prelucrat și, de obicei, mai ieftine decât sculele progresive. Dar este mai lent pentru producția de masă, iar piesele ștanțate vor avea un preț unitar mai mare.
Ștanțare de tăiere
De obicei, ștanțarea este primul pas pentru a tăia găuri sau forme.
Tăierea prin ștanțare este mult mai rapidă și mai ieftină decât tăierea cu laser.
Ștanțare prin formare
Pentru unele structuri concave și convexe sau nervuri pentru unele piese din tablă, vom avea nevoie de scule de ștanțare pentru a le forma.
Îndoire prin ștanțare
Îndoirea prin ștanțare este, de asemenea, mai ieftină și mai rapidă decât mașinile de îndoit. Dar este potrivită doar pentru piese cu structură complexă și dimensiuni mici, cum ar fi 300 mm * 300 mm. Deoarece atunci când dimensiunea de îndoire este mai mare, costul sculelor va fi mai mare.
Așadar, uneori, pentru piese de dimensiuni mari și cantități mari, proiectăm doar scule de ștanțare și tăiere, fără scule de îndoire. Vom îndoi piesele doar cu mașini de îndoit.
Avem 5 ingineri proiectanți profesioniști în domeniul sculelor, care vă vor oferi cele mai bune soluții pentru piesele dumneavoastră de ștanțare metalică.


Imaginea 4: Depozitul de scule de ștanțare HY Metals
Avem peste 20 de seturi de mașini de ștanțat și perforat, de la 10 tone la 1200 tone, pentru ștanțarea metalelor. Am fabricat sute de matrițe de ștanțare și am ștanțat milioane de piese metalice de precizie pentru clienți din întreaga lume în fiecare an.
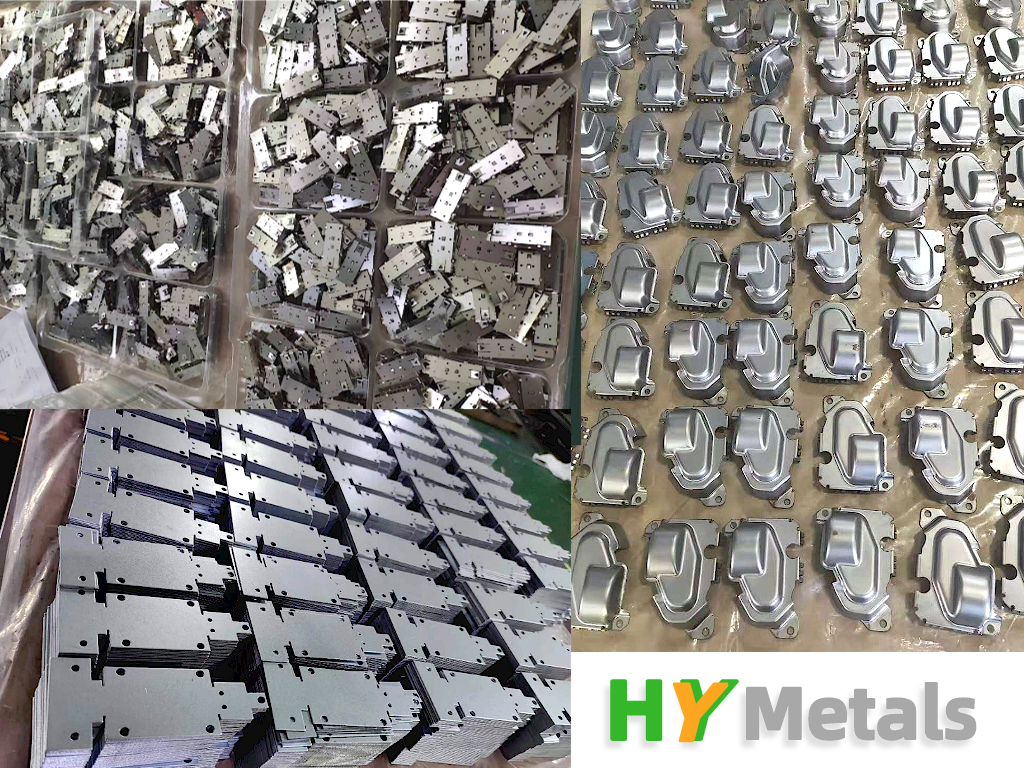
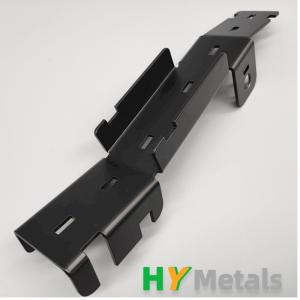
Imaginea 5: Câteva piese ștanțate de HY Metals
Desen profund
Ambutisarea profundă este un tip de ștanțare pentru structuri mai adânci și de formă concavă. Piscinele și recipientele de chiuvetă din oțel inoxidabil din bucătărie sunt câteva piese ambutate profund pe care le putem vedea.
Realizăm numeroase piese industriale de precizie prin ambutisare profundă.

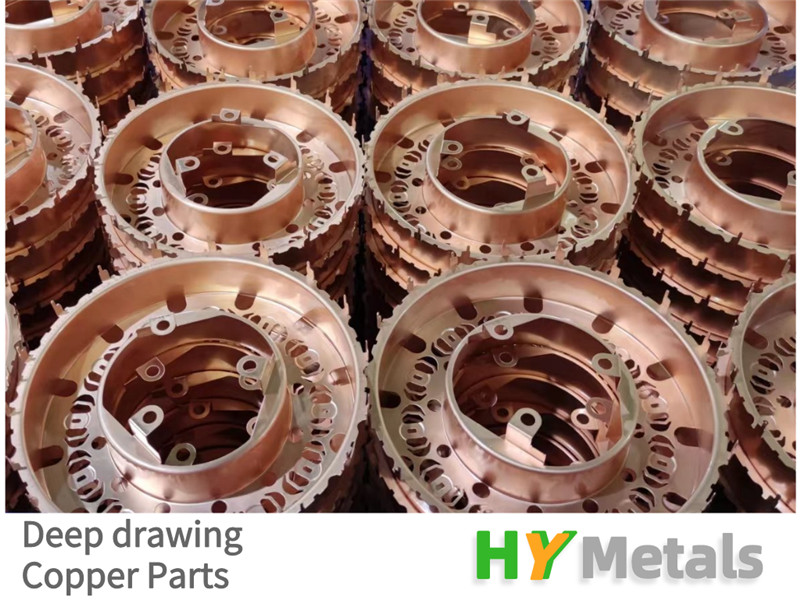
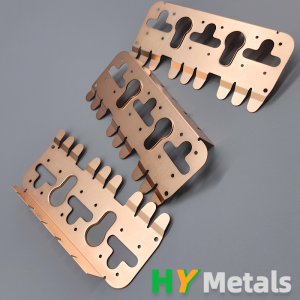
Imaginea 6: Ambutisare profundă și ștanțare piese din cupru
Aceasta este o piesă de ambutisare și ștanțare profundă din cupru.
Am proiectat un total de 7 seturi de scule cu un singur perforator pentru această piesă, inclusiv 3 seturi de scule de ambutisare adâncă pentru formare și 4 scule de ștanțare pentru tăiere și îndoire.
NCT Punching

Perforatorul NCT este o prescurtare de la Numerical Control Turret Punch Press, cunoscută și sub denumirea de Servo Punch, care funcționează cu o mașină automată cu sistem de control industrial.
Perforatorul NCT este, de asemenea, un tip de proces de ștanțare la rece. Este utilizat în mod obișnuit pentru tăierea unor găuri de tip plasă sau a unor găuri OB.
Pentru piesele din tablă cu multe găuri, perforarea NCT va fi o opțiune mai bună, cu un cost mai mic și o viteză mai mare decât tăierea cu laser.
Și știm că tăierea cu laser va duce la o anumită deformare din cauza căldurii.
Perforarea NCT este un proces la rece care nu va duce la nicio deformare termică și va menține placa de tablă la o planeitate mai bună.
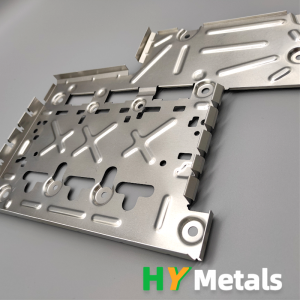
Imaginea 7: Câteva produse perforate NCT de la HY Metals
-
Servicii de fabricație personalizate pentru prelucrarea tablei...
-

Lucrările de ștanțare metalică de înaltă precizie includ ștampilare...
-
Piese metalice de înaltă precizie din tablă, contact cu cupru...
-

Proces de îndoire și formare precisă a tablei metalice
-

Piese din tablă metalică fabricate din oțel galvanizat...
-

Prototip din tablă metalică cu execuție rapidă
-
Suport din tablă de oțel inoxidabil cu...